






Лазерлік тазалау технологиясы тар импульстік енді, тазартылатын нысанның бетіндегі жоғары қуаттылық тығыздығы бар лазерлерді пайдаланады.Жылдам дірілдің, буланудың, ыдыраудың және плазмалық пиллингтің аралас әсерлері арқылы беттегі ластаушы заттар, тот дақтары немесе жабындар тез булану мен ажырап, бетті тазалауға қол жеткізеді.
Лазерлік тазалау байланыссыз, экологиялық таза, тиімді дәлдік және субстратқа зақым келтірмеу сияқты артықшылықтарды ұсынады, бұл оны әртүрлі сценарийлерде қолдануға мүмкіндік береді.
Лазерлік тазалау

Жасыл және тиімді
Шиналар өнеркәсібі, жаңа энергетика және құрылыс машиналары өнеркәсібі, басқалармен қатар лазерлік тазалауды кеңінен қолданады.«Қос көміртекті» мақсаттар дәуірінде лазерлік тазалау жоғары тиімділік, нақты басқару және экологиялық таза сипаттамаларға байланысты дәстүрлі тазалау нарығында жаңа шешім ретінде пайда болады.
Лазерлік тазалау тұжырымдамасы:
Лазерлік тазалау беткі ластаушы заттарды тез булану немесе тазарту үшін материал бетіне лазер сәулелерін фокустауды, материалдың бетін тазалауға қол жеткізуді қамтиды.Әртүрлі дәстүрлі физикалық немесе химиялық тазалау әдістерімен салыстырғанда, лазерлік тазалау байланыссыз, шығын материалдарынсыз, ластанусыз, жоғары дәлдікпен және ең аз немесе зақымданбауымен сипатталады, бұл оны өнеркәсіптік тазалау технологиясының жаңа буыны үшін тамаша таңдау жасайды.
Лазерлік тазалау принципі:
Лазерлік тазалау принципі күрделі және физикалық және химиялық процестерді қамтуы мүмкін.Көптеген жағдайларда ішінара химиялық реакциялармен жүретін физикалық процестер басым болады.Негізгі процестерді үш түрге бөлуге болады: булану процесі, соққы процесі және тербеліс процесі.
Газдандыру процесі:
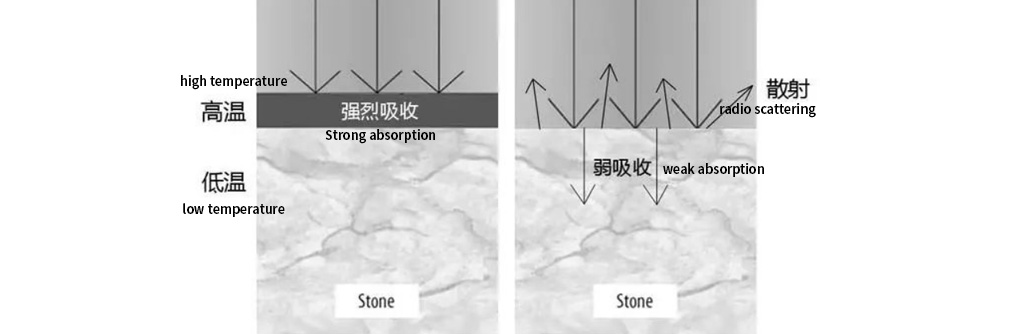
Материалдың бетіне жоғары энергиялы лазерлік сәулеленуді қолданғанда, бет лазер энергиясын жұтып, оны ішкі энергияға айналдырады, бұл бет температурасының тез өсуіне әкеледі.Температураның бұл көтерілуі материалдың булану температурасына жетеді немесе одан асып түседі, бұл ластаушы заттардың материалдың бетінен бу түрінде ажырап кетуіне әкеледі.Селективті булану көбінесе ластаушы заттардың лазерге сіңу жылдамдығы субстратқа қарағанда айтарлықтай жоғары болғанда орын алады.Қолданудың әдеттегі мысалы - тас беттеріндегі кірді тазалау.Төмендегі диаграммада көрсетілгендей, тас бетіндегі ластаушы заттар лазерді қатты сіңіреді және тез буланады.Ластаушы заттар толығымен жойылғаннан кейін және лазер тас бетін сәулелендіргенде, сіңіру әлсіз болады және тас бетіне көбірек лазер энергиясы шашырайды.Демек, тас бетінің температурасының минималды өзгеруі бар, осылайша оны зақымданудан қорғайды.
Ең алдымен химиялық әрекетті қамтитын әдеттегі процесс органикалық ластаушы заттарды ультракүлгін толқын ұзындығы лазерлерімен тазалау кезінде орын алады, бұл процесс лазерлік абляция деп аталады.Ультракүлгін лазерлердің толқын ұзындығы қысқа және фотон энергиясы жоғары.Мысалы, толқын ұзындығы 248 нм KrF эксимер лазерінің фотон энергиясы 5 эВ, бұл CO2 лазер фотондарынан (0,12 эВ) 40 есе жоғары.Мұндай жоғары фотон энергиясы органикалық материалдардағы молекулалық байланыстарды үзу үшін жеткілікті, бұл CC, CH, CO және т. беті.
Лазерлік тазалаудағы соққы процесі:
Лазерлік тазалаудағы соққы процесі лазер мен материал арасындағы өзара әрекеттесу кезінде пайда болатын бірқатар реакцияларды қамтиды, нәтижесінде материалдың бетіне әсер ететін соққы толқындары.Осы соққы толқындарының әсерінен беткі ластаушылар шаңға немесе фрагменттерге бөлініп, бетінен аршып кетеді.Бұл соққы толқындарын тудыратын механизмдер әртүрлі, соның ішінде плазма, бу және жылдам термиялық кеңею және қысқару құбылыстары.
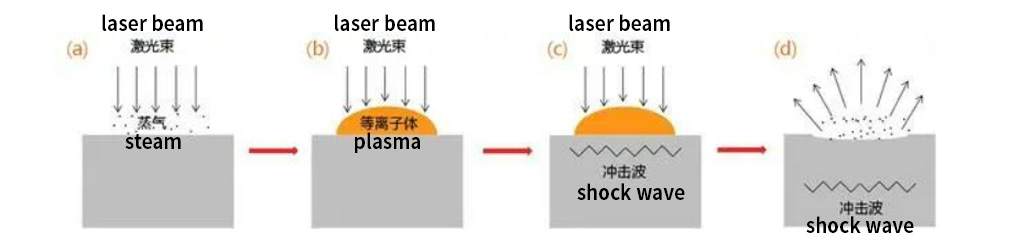
Мысал ретінде плазмалық соққы толқындарын алсақ, лазерлік тазалаудағы соққы процесі беткі ластаушы заттарды қалай кетіретінін қысқаша түсінуге болады.Ультра қысқа импульстік ені (ns) және ультра жоғары қуатты (107–1010 Вт/см2) лазерлерді қолданғанда, лазердің беттік жұтылу қабілеті әлсіз болса да, бет температурасы булану температурасына дейін күрт көтерілуі мүмкін.Температураның бұл жылдам артуы (a) суретте көрсетілгендей материалдың үстінде бу түзеді.Будың температурасы 104 – 105 К жетуі мүмкін, бұл плазманы құра отырып, будың өзін немесе қоршаған ауаны иондауға жеткілікті.Плазма лазердің материалдың бетіне жетуіне тосқауыл қояды, бұл беттің булануын тоқтатуы мүмкін.Дегенмен, плазма лазер энергиясын сіңіруді жалғастырады, оның температурасын одан әрі арттырады және өте жоғары температура мен қысымның локализацияланған күйін жасайды.Бұл (b) және (c) суреттерде көрсетілгендей материал бетіне 1-100 кбар бір сәттік әсер етеді және біртіндеп ішке қарай таратады.Соққы толқынының әсерінен беткі ластаушы заттар ұсақ шаңға, бөлшектерге немесе фрагменттерге бөлінеді.Лазер сәулеленген жерден алыстаған кезде, плазма дереу жоғалып, жергілікті теріс қысым жасайды және ластаушы заттардың бөлшектері немесе фрагменттері (d) суретте көрсетілгендей бетінен жойылады.
Лазерлік тазалаудағы тербеліс процесі:
Лазерлік тазалаудың тербеліс процесінде материалды қыздыру да, салқындату да қысқа импульстік лазерлердің әсерінен өте жылдам жүреді.Түрлі материалдардың жылулық кеңею коэффициенттерінің әртүрлі болуына байланысты, қысқа импульстік лазерлік сәулеленуге ұшыраған кезде беткі ластаушы заттар мен негіз жоғары жиілікті термиялық кеңеюге және әртүрлі дәрежедегі жиырылуына ұшырайды.Бұл тербелмелі әсерге әкеледі, бұл ластаушы заттардың материалдың бетінен қабыршақтанып кетуіне әкеледі.
Бұл пиллинг процесі кезінде материалдың булануы және міндетті түрде плазма түзілмеуі мүмкін.Оның орнына, процесс тербелмелі әрекет кезінде ластаушы зат пен субстрат арасындағы шекарада пайда болатын, олардың арасындағы байланысты бұзатын ығысу күштеріне сүйенеді.Зерттеулер көрсеткендей, лазердің түсу бұрышын сәл жоғарылату лазер, бөлшектердің ластаушы заттары және субстрат интерфейсі арасындағы байланысты күшейтеді.Бұл тәсіл лазермен тазалау шегін төмендетеді, тербелмелі әсерді айқынырақ етеді және тазалау тиімділігін арттырады.Дегенмен, түсу бұрышы тым үлкен болмауы керек, өйткені өте жоғары бұрыш материалдың бетіне әсер ететін энергия тығыздығын азайтуы мүмкін, осылайша лазердің тазалау мүмкіндігін әлсіретеді.
Лазерлік тазалаудың өнеркәсіптік қолданбалары:
1: Қалып өнеркәсібі
Лазерлік тазалау қалыптарды контактісіз тазалауға мүмкіндік береді, қалып беттерінің қауіпсіздігін қамтамасыз етеді.Ол дәлдікке кепілдік береді және дәстүрлі тазалау әдістерімен кетіруге қиын болатын микро-деңгейдегі кір бөлшектерін тазалай алады.Бұл шынайы ластанусыз, тиімді және жоғары сапалы тазалауға қол жеткізеді.

2: Дәл аспаптар өнеркәсібі
Дәл механикалық өнеркәсіптерде құрамдас бөліктерде майлау және коррозияға төзімділік үшін қолданылатын эфирлер мен минералды майлар жиі болуы керек.Тазалау үшін әдетте химиялық әдістер қолданылады, бірақ олар көбінесе қалдықтарды қалдырады.Лазерлік тазалау компоненттердің бетіне зақым келтірместен күрделі эфирлер мен минералды майларды толығымен жоя алады.Құрамдас беттердегі оксидті қабаттардың лазермен индукцияланған жарылыстары механикалық әрекеттесусіз ластаушы заттардың жойылуын тудыратын соққы толқындарын тудырады.

3: Теміржол өнеркәсібі
Қазіргі уақытта дәнекерлеу алдында рельсті тазалау негізінен доңғалақты тегістеу мен тегістеуді пайдаланады, бұл субстраттың қатты зақымдалуына және қалдық кернеуге әкеледі.Сонымен қатар, ол абразивті шығын материалдарының айтарлықтай мөлшерін тұтынады, бұл жоғары шығындарға және шаңның қатты ластануына әкеледі.Лазерлік тазалау Қытайда жоғары жылдамдықты теміржол рельстерін өндіру үшін жоғары сапалы, тиімді және экологиялық таза тазалау әдісін қамтамасыз ете алады.Ол жоғары жылдамдықтағы теміржол жұмысының тұрақтылығы мен қауіпсіздігін арттыратын жіксіз рельс саңылаулары, сұр дақтар және дәнекерлеу ақаулары сияқты мәселелерді шешеді.
4: Авиация өнеркәсібі
Ұшақ беттерін белгілі бір мерзімнен кейін бояу керек, бірақ бояу алдында ескі бояуды толығымен алып тастау керек.Химиялық батыру/сүрту - авиациялық сектордағы бояуды кетірудің негізгі әдісі, ол айтарлықтай химиялық қалдықтарды тудырады және техникалық қызмет көрсету үшін жергілікті бояуды кетіруге қол жеткізу мүмкін емес.Лазерлік тазалау ұшақтың тері бетінен бояуды жоғары сапалы кетіруге қол жеткізе алады және автоматтандырылған өндіріске оңай бейімделеді.Қазіргі уақытта бұл технология шетелде кейбір жоғары деңгейлі ұшақ үлгілеріне қызмет көрсетуде қолданыла бастады.
5: Теңіз өнеркәсібі
Теңіз өнеркәсібіндегі өндіріске дейінгі тазалау әдетте құм үрлеу әдістерін қолданады, бұл қоршаған ортаны қатты шаңмен ластайды.Бірте-бірте құм себуге тыйым салынғандықтан, бұл өндірістің төмендеуіне немесе кеме жасау компанияларының жұмысын тоқтатуға әкелді.Лазерлік тазалау технологиясы кеме беттерін коррозияға қарсы жабын үшін жасыл және ластанусыз тазалау ерітіндісін қамтамасыз етеді.
由用户整理投稿发布,不代表本站观点及立场,仅供交流学习之用,如涉及版权等问题,请随时联系我们(yangmei@bjjcz.com),我们将在第一时间给予处理。
Жіберу уақыты: 16 қаңтар 2024 ж